
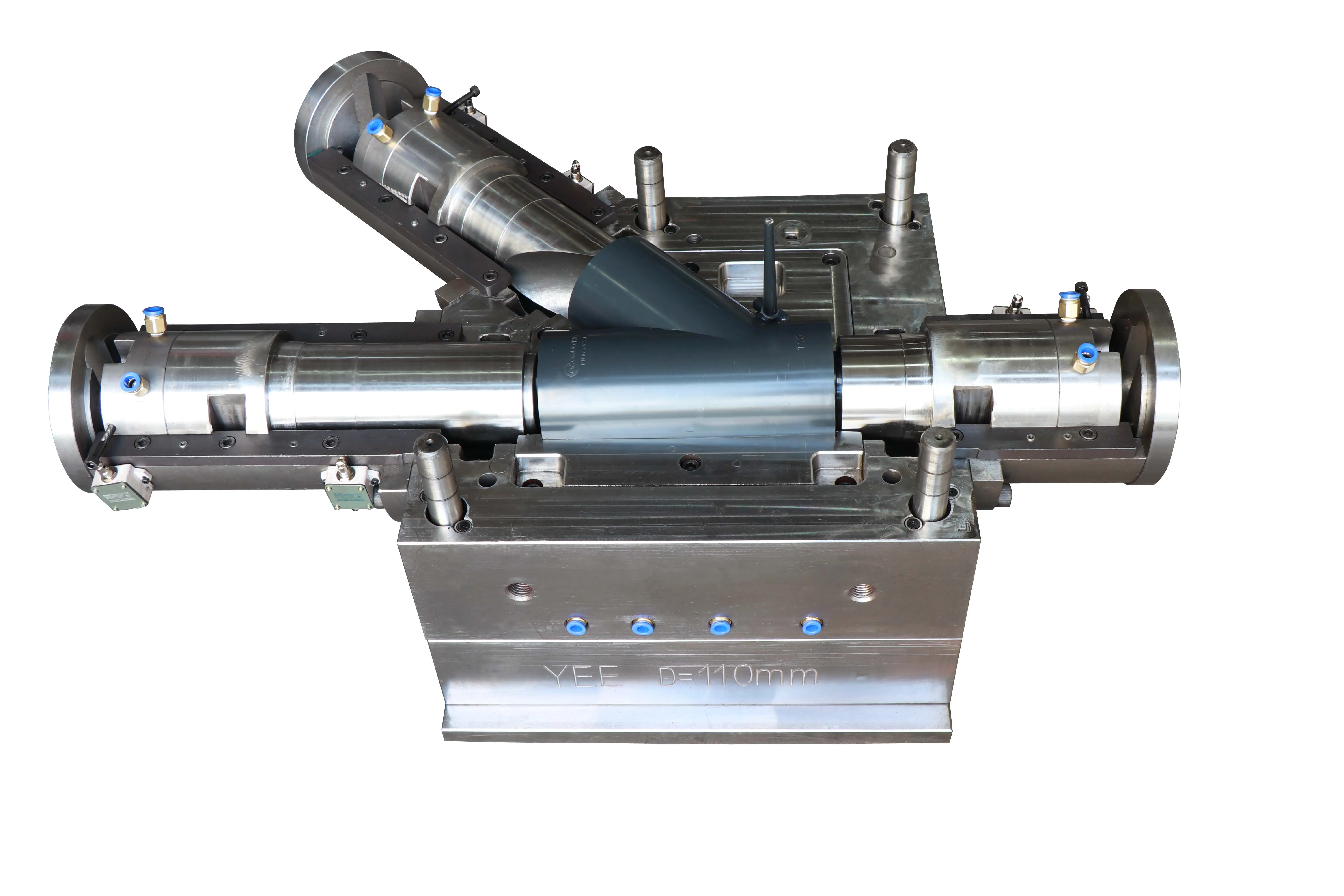
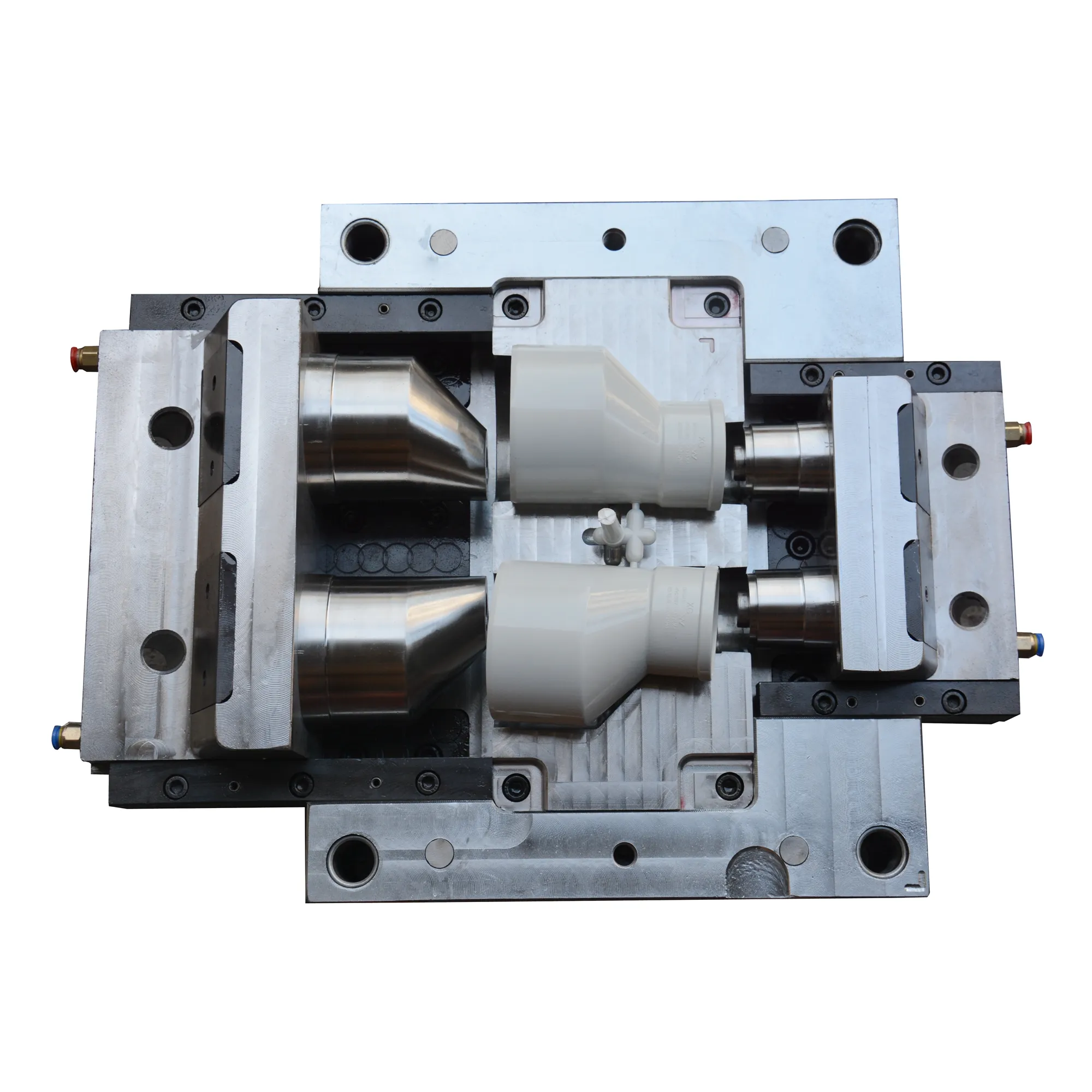
U-PVC T-Rörkopplingsform
Formens namn:U-PVC T-Rörkopplingsform
Kavitet: 2 hålrum
Formstorlek: 75 mm
Formstål: Tyskland2316 kina2316 eller 4cr13 för håligheten och kärnan
Port: direkt grind
formstruktur: Oljecylinder
Hårdhet på kärna/kavitet: HRC 40-45° grader efter vakuumvärmebehandling
Formsprutningsmaskin: 320T
Pvc-insprutningsproblem och lösningen
1. Brist på material: Fenomenet att formen inte kan fyllas uppstår ofta i processen med insprutningsrörkopplingar. När formsprutningsmaskinen precis började arbeta, på grund av att formtemperaturen är för låg, är värmeförlusten av PVC-smälta material stor, lätt att producera tidig stelning, motståndet i formhåligheten är stor och materialet kan inte fyllas med formhålan. Detta fenomen är mycket normalt, men också tillfälligt, efter kontinuerlig injektion av digital modell försvinner automatiskt. Om formen inte kan fyllas hela tiden, överväg följande situationer och gör lämpliga justeringar:
1: Insprutningsmaterialets temperatur är låg och fluiditeten är dålig, så uppvärmningstemperaturen kan höjas på lämpligt sätt för att förbättra materialets mjukning och flytbarhet.
2: Ställ in formsprutningscykeln är kort, eller otillräckligt material, kan vara lämpligt för att öka injektionstiden och öka mängden sol.
3: Om det inställda trycket är för lågt eller tiden för omvandling från insprutningstryck till hålltryck är för tidigt, kan insprutningstrycket ökas på lämpligt sätt eller tiden för omvandling från hålltryck kan justeras.
4: Insprutningshastigheten är låg, insprutningshastigheten kan ökas på lämpligt sätt.
5: flödeskanalsystemets strukturstorlek är liten, kan vara lämplig för att öka volymen på huvudkanalen, shuntkanalen eller grinden för att vara större
6: mögelavgaserna är inte bra, kan vara lämpligt för att ändra portens läge eller öppna ett avgasspår.
7: tunnvägg fyllning mögel är svårt, kan justera strukturen på produkten eller ändra grindsystemet.
E-post










 Whatsapp
Whatsapp Telefon
Telefon